
はじめに

金属3Dプリンターで使用する金属粉末は粒径約40μm。鋼材の体積から換算すると表面積は何倍にも跳ね上がります。
そんな金属3Dプリンターで使用する金属粉末は管理しておく必要があります。
基礎知識としてしっかり頭に入れておきましょう。
金属粉末の入荷方法
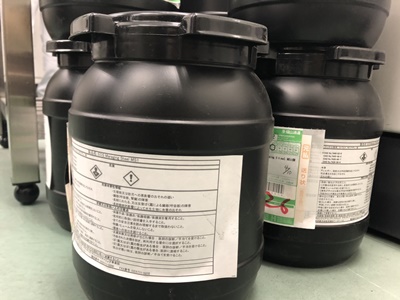
金属3Dプリンターの粉末は10kg単位の容器に入って入荷します。(材質によっては異なる場合があります)
これらの金属粉末の容器には乾燥剤が入っており、ガスでパージされています。
湿度と酸化を防止しているわけです。
この金属粉末の容器にはロットナンバーが記載されており、各ロットナンバーごとにミルシートが存在しています。
ただし、ミルシートに関してはメーカーに伝えることで初めて送られてくるものであり、通常ミルシートは添付されてきません。
金属粉末の管理

入荷した金属粉末は湿度を避けるために管理庫の中に保管します。
管理庫は湿度をコントロールできるタイプで管理庫内の湿度を10%に保っています。
金属粉末を使用する際は容器の蓋を開け、金属3Dプリンターに投入します。
その際注意することは、投入した金属3Dプリンターをすぐに動作させない場合はチャンバー内に乾燥剤を入れておく必要があります。造形室内の湿度は約20%~40%でコントロールしていますが、その湿度が金属粉末につかないようにするためです。
金属3Dプリンターが作動する場合は、チャンバー内に不活性ガス(窒素、アルゴン)を充満させますので酸化は防げます。
造形が完了したあとは、焼き固められなかった粉末をリサイクルしますので金属3Dプリンター無いから吸引機にて吸い出されます。
吸い出された金属粉末は0.05mmのメッシュを通し、スパッターや粒同士がくっついてしまった流動性に妨げが起きるものを取り除きます。
取り除いた後は、また容器に約10kgずつ入れ直し、乾燥剤を入れ、ガスをパージし管理庫へと戻します。
これらの作業をしないで放置してしまうと、金属は酸化し湿度が入り流動性を大幅にダウンさせますので注意が必要です。
湿度が入ってしまった場合

どんなに手順を守っても金属粉末に湿度が入ってしまう場合があります。
それは梅雨時です。
造形室の湿度はコントロールされていますが、人の出入りによって湿度が一時的に上がってしまうことがあります。
その状況下に金属粉末が存在してしまう場合は、熱処理する炉を使用し金属粉末を温めて湿度を飛ばす必要があります。
金属粉末によって温度は違いますが、約6時間~12時間ほど温めて湿度を飛ばしてから造形を行うと良いでしょう。
その際、熱処理やアニール処理もストップしてしまい全体の造形スケジュールがずれ込んでしまいますのでできるだけ湿度をコントロールし温める工程をなくすことを優先しましょう。
流動性ってなに?
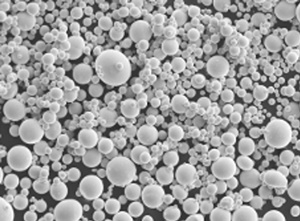
金属の粉末はガスアトマイズ法で製造された金属粉末になっており、その形状は球となっています。
その理由は金属粉末はリコーターと呼ばれる左右の動作により金属粉末を敷き詰めますので、金属粉末がスムーズに流れなければなりません。
それを流動性といいます。
流動性が悪い状態というのは、金属粉末の形状が悪い。または湿度が多量にある場合に発生します。
流動性が悪いとリコーターの動作がスムーズに行われない為、はねてしまったり動作が停止したりします。
それらの現象によって造形品に巣が発生したり、ヒビが入ったりしますので、造形品質も下がり、造形時間も増えてしまいます。
湿度管理は十分に行うことが金属3Dプリンターでは重要です。
酸化
金属3Dプリンターの粉末も金属である以上必ず酸化が起こります。
酸化は金属をもろくするだけでなく、発熱反応を起こす場合があります。
発熱反応が広がれば、火災につながったり粉塵爆発のリスクもありますので金属の粉末を長期にわたり動かさないで管理することは避けた方が良いでしょう。
また、酸化した金属粉末を使い造形をすると造形品が黒く変色します。黒い造形物が出来上がりはじめたら金属粉末は捨てることをお勧めいたします。
まとめ
金属3Dプリンターの金属粉末は管理された状態でなければ強度も密度も保証できるものではありません。
ましてや金属3Dプリンター自体を通常の工場と同じ条件に据え置くのはNGです。
恒温室で空調管理を整えた状態に設置してください。
金属粉末の管理は金属3Dプリンターにとっては命綱ですので、環境から改善して高品質な造形品を作りましょう。

 J・3Dについて
J・3Dについて
 3Dプリンタについて
3Dプリンタについて
 設備概要
設備概要
 適用事例
適用事例
 工場見学
工場見学
 金属3Dプリンターの基礎知識
金属3Dプリンターの基礎知識